 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Dizajn formy na nádoby na potraviny
Vlastnosti produktu:
1. Štrukturálne charakteristiky
Jednorazový box na rýchle občerstvenie má pomerne veľký tvar a tenkú hrúbku steny 0,35~0,5 mm.
2. Vlastnosti použitia
Požiadavky na používanie jednorazových boxov na rýchle občerstvenie: po prvé, spoľahlivá kvalita vrátane spoľahlivej pevnosti plastových častí, krásny vzhľad, netoxické a neškodné; po druhé, nízke výrobné náklady vrátane jednotlivých plastových dielov, nízka hmotnosť, nízka cena materiálu a vysoké využitie materiálu, výroba Spracovanie je pohodlné a výstup je dostatočne veľký.
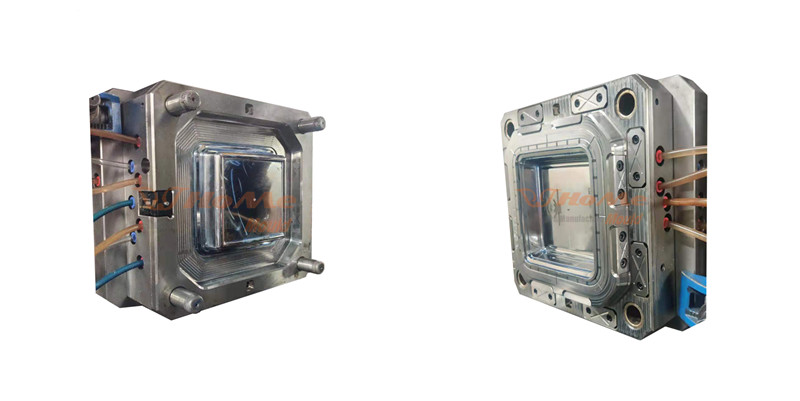
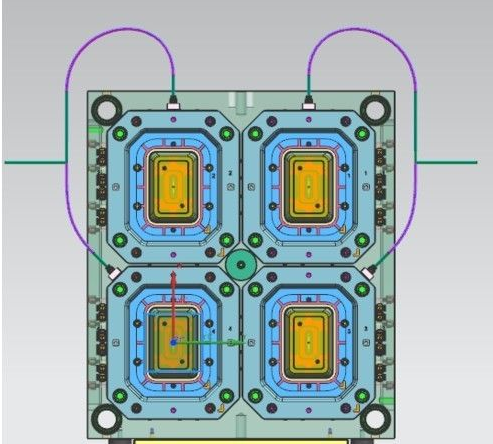
Dizajn štruktúry formy:
Vzhľadom na komplexné vlastnosti jednorazových boxov na rýchle občerstvenie má dizajn formy dvojdoskovú štruktúru formy so 4 dutinami. Okrem toho je potrebné zvážiť systém nalievania, chladiaceho systému a systému vyhadzovania.
1. Návrh systému nalievania
Aby sa plne zlepšila miera využitia materiálu a kvôli zlej tekutosti polypropylénu (PP), mala by byť v krátkom čase vstrekovaná krabička na jednorazové občerstvenie s hrúbkou steny asi 0,5 mm. Systém na nalievanie formy by mal mať formu horúceho vtoku. Horúci kanál má nasledujúce výhody: ① šetrite suroviny; ② môže zlepšiť kvalitu lisovania plastových dielov; ③ pomôcť zlepšiť efektivitu výroby a uľahčiť automatizovanú výrobu. Nevýhodou je, že teplota formy je príliš vysoká a treba venovať pozornosť dostatočnému chladeniu, zvýšia sa náklady na výrobu formy. Vzhľadom na komplexné výhody a nevýhody horúceho vtoku pomáha konečné použitie systému horúcich vtokov zlepšiť kvalitu lisovania a efektivitu výroby plastových dielov.
2. Návrh chladiaceho systému
Funkciou chladiaceho systému je rýchle ochladenie formy a kontrola teploty formy. Pretože teplota PP materiálu počas vstrekovania je 220 ~ 270 ℃, rozumná konštrukcia chladiaceho systému výrazne skráti čas chladenia plastových dielov, a tým skráti cyklus vstrekovania. Kvôli špeciálnej štruktúre a požiadavkám formy využíva chladiaci systém chladenie s viacerými slučkami, aby sa plne zabezpečilo chladenie lisovaných plastových dielov.
Pretože forma používa systém horúceho kanála, teplota horúcej časti dýzy bude relatívne vysoká a k horúcej dýze horúceho kanála je tiež pridaný chladiaci systém.

3. Návrh vyhadzovacieho systému
Vďaka veľkému tvaru jednorazového boxu na rýchle občerstvenie a relatívne tenkej hrúbke steny majú plastové diely väčšiu uťahovaciu silu na časti formy. Ak sa použije bežný vysúvací systém tlačnej tyče, je ľahké sústrediť silu do polohy bodu tlačnej tyče a značky tlačnej tyče ovplyvnia plast Kvalita lisovania dielov sa poruší, keď vážne, výsledkom čoho sú odpadové produkty. Ak sa použije vyhadzovanie typu tlačného taniera, miera šrotu sa zníži, ale štruktúra tlačného taniera zvýši nadmerný pohyb formy, predĺži výrobný cyklus a zníži efektivitu výroby.
Forma využíva viacbodovú štruktúru vyhadzovania s pomocou plynu. Po otvorení formy sa do dutiny vháňa vzduch pod určitým tlakom, aby sa oddelili plastové časti a forma. Viacbodové vyhadzovanie pomocou plynu má nasledujúce výhody: Po prvé, je ľahké ovládať tlak a sila vyhadzovania je rovnomerná, aby nedošlo k vyfúknutiu plastových častí; po druhé, vyhadzovanie pomocou plynu sa nevysunie → reset → opätovné vysunutie → opätovné vynulovanie, iba je potrebné kontrolovať tlak a plyn je možné včas vyfúknuť. Ušetrite čas formovania a skráťte cyklus formovania.
Predchádzajúce:Ako si vybrať formovaciu oceľ pre tenkostenné diely
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov