 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Vstrekovacia forma chladiča nádrže Autocar
Vstrekovacia forma chladiča nádrže Autocar
Popis formy
Forma ocele: P20
Dutina formy: jednoduchá alebo viacnásobná
Materiál produktu: PA66+GF30%
Vstrekovací systém: Studený kanál
Typ vyhadzovania: Vyhadzovací kolík
Doba cyklu: 50 s
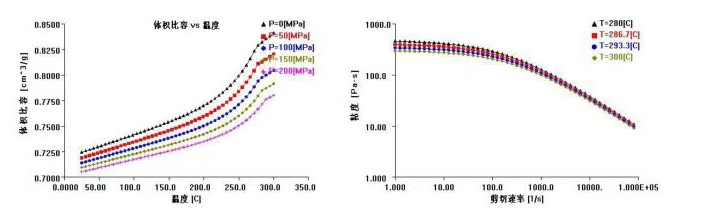
Prečo si vybrať materiál zásobníkového radiátora PA66+GF30%?
S vývojom ľahkých automobilov sa v praxi horná a dolná nádrž chladičaVstrekovacia forma chladiča nádrže Autocarsú nahradené technickými plastmi namiesto medi, zvyčajne s použitím nylonu 66 na pridanie materiálu zo sklenených vlákien. PA66 má dobrú odolnosť voči vysokej teplote a korózii, takže časti vodnej komory sú neporušené a nie sú ohnuté. Horná a spodná nádrž automobilov sú nahradené technickými plastmi namiesto medi, zvyčajne s použitím nylonu 66 na pridanie materiálu zo sklenených vlákien. PA66 má dobrú odolnosť voči vysokej teplote a korózii, takže časti vodnej komory sú neporušené a nie ohnuté. Zároveň má dobrú ťažnosť a krásne diely radiátorov nádrže.
Štruktúra formy chladiča nádrže
Určenie štruktúry formy by malo brať do úvahy systém foriem a aktuálnu výrobnú situáciu. PretožeVstrekovacia forma chladiča nádrže Autocarprodukty sú bočné jadro-ťahanie štruktúry, takže použitie formy dutiny formy konštrukcie, brány pomocou test brány. Autotankový radiátor je dlhé rovné kusy, pri nastavení brány dlhé rovné kusy v strede dielov, plast sa objaví v procese plnenia roztavených molekúl a orientácie vlákien, dochádza k inej orientácii produktu k vybočeniu a paralelne so smerom a kolmo k toku bude mať tendenciu k praskaniu pod napätím, pretože kolmo na tok má nízku pevnosť, je náchylnejší na praskanie pod napätím. Preto sa inžinieri dizajnu foriem v Hongmei rozhodli umiestniť bránu na jeden koniec produktu.
Kontrola dizajnu produktu:
Bez ohľadu na dizajn produktu vyrobený spoločnosťou HONGMEI MOLD alebo ponúkaný zákazníkmi, vždy vykonávame všestrannú analýzu a kontrolu, ako je napríklad uskutočniteľnosť procesu tvarovania plastov, uskutočniteľnosť štruktúry a pohybu plastových foriem, všetky súvisiace plastové komponenty so zodpovedajúcimi situáciami atď. Môže sa vyhnúť plastovým formám novelizácia, šrot a iné zbytočné opravy plastových foriem, ktoré sú spôsobené chybou v dizajne výrobku. Veríme, že ešte 10 minút strávime nad dizajnom, jeden mesiac sa môže skrátiť vo výrobe.
S presnou analýzou, predvídanou analýzou racionality pre dizajn plastových foriem, analýzou najlepšieho spracovania a aplikáciou štruktúry plastových foriem ponúka najprofesionálnejšie riešenia s najvhodnejším výkonom a technickými špecifikáciami plastových foriem podľa požiadaviek zákazníka.
Kontrola zahŕňa mnoho aspektov, ako je intenzita plastových foriem, analýza toku foriem, vyhadzovanie plastových foriem, chladiaci systém, racionalita vodiaceho systému, aplikácia špecifikácií náhradných dielov plastových foriem, výber strojov zákazníkov a aplikácia špeciálnych požiadaviek atď. z nich by mali byť skontrolované v súlade s konštrukčnou normou HONGMEI MOLD Plastic Molds.
Kontrola nákupu ocele:
Existuje prísny kontrolný proces a časová kontrola nákupu náhradných dielov, štandardizácia dielov, presnosť veľkosti, tvrdosť materiálu plastových foriem a zisťovanie chýb materiálu atď.
Výroba foriem nie je len dizajn foriem, CNC spracovanie a montáž. Dobrá spoločnosť na výrobu foriem sa o to nielen zaujíma, ale bude venovať väčšiu pozornosť detailom, ako je tok formy, kontrola veľkosti formy, presnosť CNC formy, kontrola vodného kanála a stupeň lesku formy.

Inšpekčné zariadenia
1. posuvný strmeň
2. Multimeter
3. Hardometer
4. Zmerajte pásku
5. Mikrometrické strmene
6. CMM stroj
Normy kontroly vzhľadu
1. Veľkosť základne formy by mala byť štandardná
2. Upravený a hladký povrch základne formy
3. Formová oceľ musí byť rovnaká ako zmluva
Štruktúra formy
1. Primeraná štruktúra formy
2. Sklíčka musia byť hladké a potrebujú tepelnú úpravu, na sklíčku je olejová drážka
3. Zdvihák, vložka a vstrekovací kolík, puzdro by malo fungovať hladko.
Chladiaci systém
1. Primeraný cyklus chladenia
2. Hladký vodný kanál, bez úniku vody a vzduchu
3. Veľkosť rozhrania vodného kanála by mala byť rovnaká ako na obrázku
Vstrekovací systém
1. Lokalizačný krúžok by mal byť vhodný pre vstrekovací stroj, veľkosť hlavného žľabu a sklon by mali byť primerané
2. Spôsob kŕmenia a bežec vetvy by mali byť v rozumnej polohe, brána ľahko spadne
3. Dizajn deliacej čiary je primeraný
4. Niektoré formy označené dátumom dňa / mesiaca / roka alebo materiálu alebo loga
5. Vstrekovací kolík by mal mať vhodný dizajn
Predchádzajúce:Ako znížiť náklady na spracovanie vstrekovacích foriem
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov