 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkty
- Forma na veľké domáce spotrebiče
- Formy na malé domáce spotrebiče
- Forma na plastové diely pre domácnosť
- Plastové formy na lekárske vybavenie
- Plastové kancelárske zariadenia Forma
- Forma na plastové diely pre automobily
- Forma na plastové diely motocykla
- Plesne na produkty pre domáce zvieratá
- Plastová forma na stoličku
- Forma na plastové priemyselné diely
- Vstrekovacia forma na plastovú prepravku
- Forma na plastové výrobky pre deti
- Plastová tenkostenná forma
- PET predlisok a uzáver formy
- Forma na tvarovanie plastových rúrok
- Plastové výrobky
- Iné plesne







Plastová forma puzdra reproduktorov
Ako profesionálna výroba by sme vám radi poskytli vysoko kvalitnú plastovú formu na plášť reproduktorov. A my vám ponúkneme tie najlepšie popredajné služby a včasné dodanie. Aby to vyhovovalo nášmu ľudskému životu, stále viac a viac malých inteligentných zariadení sa ukazuje, ak máte nápady, môžeme vám pomôcť vyrobiť škrupinu produktu, chytiť príležitosť získajte výhodu. Tu predstavujeme plastovú formu na plášť reproduktorov.
Odoslať dopyt
Popis produktu
Ako profesionálna výroba by sme vám radi poskytli vysoko kvalitnú plastovú formu na plášť reproduktorov. A my vám ponúkneme najlepší popredajný servis a včasné dodanie.
Plastová forma puzdra reproduktorov
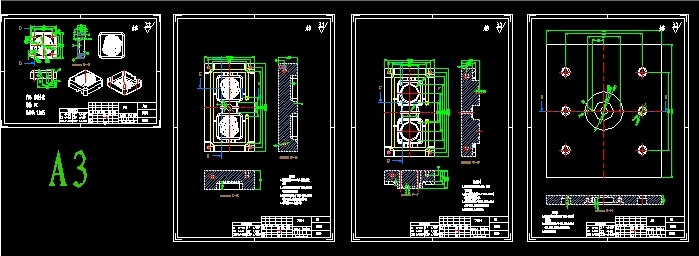
Forma ocele: H13
Základ formy: P20
Tepelné spracovanie: nitrid
Dutina: jedna dutina
Bežec: studený bežec
Čas cyklu: 33s
Povrchová úprava: leštenka
Životnosť formy: 500 000 výstrelov
Balenie: drevené puzdro
Plastová konštrukcia puzdra reproduktorov
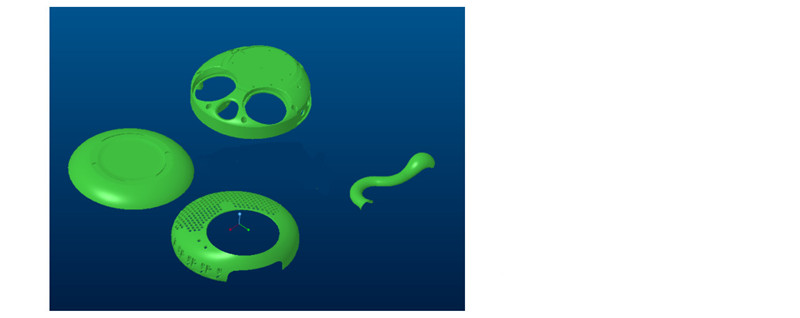
Plastová forma puzdra reproduktorovdizajn dbáme na technické požiadavky plastových dielov spočívajú v tom, že sa na nich nesmú vyskytovať chyby ako prepichnutie, vstrekovanie, tokové línie, póry, deformácia deformácie, strieborné pruhy, studené materiály, tryskové línie atď.
Priemerná hrúbka plastovej časti je 1,80 mm, materiál plastovej časti je ABS, miera zmrštenia je 1,004 a hmotnosť plastovej časti je 16,56 gramov.
Ako si vybrať Hot Runner alebo Cold Runner ofPlastová forma puzdra reproduktorov?
Výhoda horúceho bežca:
1. Skráťte čas tvarovacieho cyklu, niektoré tenkostenné plastové diely by sa mohli vstreknúť do 5 sekúnd.
2. Žiadny vodný plastový materiál, má veľké prostriedky na tieto materiály s vysokou cenou.
3. Kvalita vtokového kanála dielov tvoriacich horúci vtok je dobrá, zvyškové napätie po odformovaní je nízke, deformácia dielov je malá, takže menej chybných výrobkov ako studený vtok.
4. Nie je potrebné rezať bránu a ošetrenie, zlepšiť efektivitu výroby.
Výhoda studeného bežca:
1. Cena formy je nižšia ako cena horúceho vtoku, je to dôležité.
2. Údržba plesní je lacná
Takže by sme si mohli podľa našej situácie vybrať horúci alebo studený vtok, hlavne podľa vašej celkovej produkcie a štruktúry formy a nákladov na materiál.
Príslušenstvo k formám
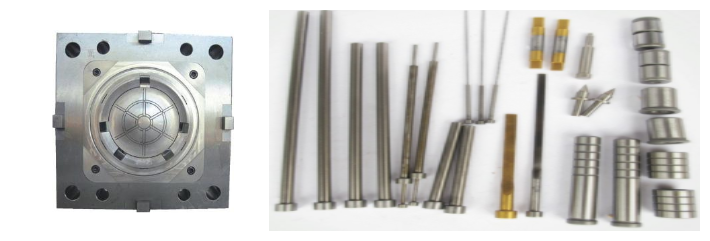
Jednoduchý výhon, dvojitý výhon, dvojitý výhonok, plochý výhonok, polohovací stĺpik, plastové vodiace puzdro formy, rovná objímka, objímka stredného stĺpika, plastové vodiace puzdro formy, rovná objímka, objímka strednej konzoly, polohovací stĺpik, pomocné zariadenie štvorcového typu, trojrozmerné pomocné zariadenie na vedenie polohovacieho bloku, tryska typu A, B, C, pevný krúžok typ A, B, štandardný mechanický spínač.
Ako sa vysporiadať sPlastová forma puzdra reproduktorovhrdzavý?

1. Keď sa vstrekovanie zastaví, plastovú formu utrite
2. Pri zastavení formovania na dlhší čas by sa mal do dutiny formy nastriekať inhibítor hrdze. Je potrebné poznamenať, že pred striekaním je potrebné dutinu formy utrieť, až kým nezostane žiadna hrdza.
čo jePlastová forma puzdra reproduktorovVýfukový systém?
1) Odkiaľ pochádza vzduch?
a. Vo vstrekovacom systéme a dutine formy je vzduch
b. Niektoré suroviny majú ešte vodu, premenia sa na paru.
c. Niektoré aditíva prchajú alebo plyn vznikajú vzájomnými chemickými reakciami
2) Poškodenie zlého vetrania
a. V procese vstrekovania tavenina nahradí plyn v dutine, ak sa plyn nemôže vypustiť, diely budú neúplné a iné chyby.
b. Pretože je plyn veľmi stlačený, teplota v dutine prudko stúpa, časti môžu horieť. Vyskytuje sa hlavne na sútoku dvoch prameňov taveniny, mŕtveho uhla a príruby vtoku.
c. Eliminácia plynu nie je plynulá, takže rýchlosť taveniny do každej dutiny je iná, a preto sa ľahko vytvárajú stopy po toku a tavné stopy a znižujú sa mechanické vlastnosti plastových dielov
d. V dôsledku plynovej prekážky v dutine sa zníži rýchlosť plnenia, ovplyvní sa cyklus formovania a zníži sa efektívnosť výroby
Riešenie vetracích otvorov:
Otvorte výfukovú drážku, náprstok výfuk, vložte výfuk, vložte výfuk.
Kontaktná osoba
Hot Tags: Plastová forma na skrinku reproduktorov, Čína, Prispôsobené, Kvalita, Móda, Nový Štýl, Horúci predaj, Populárne, Lacné, Kúpiť, Najnovšie Predaj, Veľkoobchod, Najnovšie, Nízka cena, Továreň, Vyrobené v Číne, Cena, Výrobcovia, Dodávatelia, OEM, ODM, včasné doručenie, bezplatná vzorka
Štítok produktu
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.








X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov