 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkty
- Forma na veľké domáce spotrebiče
- Formy na malé domáce spotrebiče
- Forma na plastové diely pre domácnosť
- Plastové formy na lekárske vybavenie
- Plastové kancelárske zariadenia Forma
- Forma na plastové diely pre automobily
- Forma na plastové diely motocykla
- Plesne na produkty pre domáce zvieratá
- Plastová forma na stoličku
- Forma na plastové priemyselné diely
- Vstrekovacia forma na plastovú prepravku
- Forma na plastové výrobky pre deti
- Plastová tenkostenná forma
- PET predlisok a uzáver formy
- Forma na tvarovanie plastových rúrok
- Plastové výrobky
- Iné plesne








Plastová pohyblivá škrupina klimatizácie
Ako profesionálna výroba by sme vám chceli poskytnúť vysoko kvalitnú plastovú pohyblivú klimatizačnú formu. A my vám ponúkneme tie najlepšie popredajné služby a včasné dodávky. Sme profesionálny výrobca plastových pohyblivých klimatizačných foriem v Číne, ak chcete vedieť viac, môžete nás kontaktovať.
OEM Forma na bývanie klimatizácie, Čína Výrobca formy na klimatizáciu! Vitajte na našej stránke.
OEM Forma na bývanie klimatizácie, Čína Výrobca formy na klimatizáciu! Vitajte na našej stránke.
Odoslať dopyt
Popis produktu
Ako profesionálna výroba by sme vám chceli poskytnúť vysoko kvalitnú plastovú pohyblivú klimatizačnú formu. A my vám ponúkneme najlepší popredajný servis a včasné dodanie.
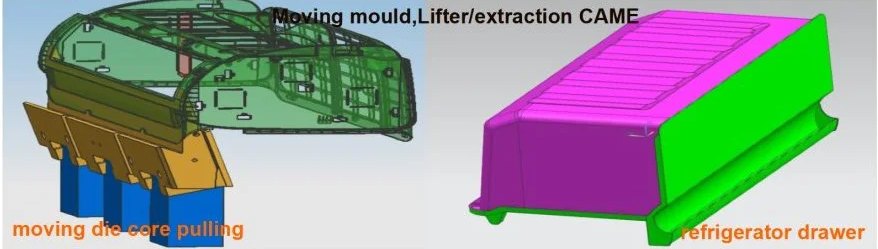
Plastová pohyblivá škrupina klimatizácie
Plastová živica: ABS
Rozmer formy (mm):1700*980*1140
Hmotnosť formy (T):14T
Oceľ s dutinou formy: 1,2083
Oceľ jadra formy: 1,2344
Doba cyklu: 120 s
Čas výroby (deň): 75 DNÍ
Životnosť plesní:≥500 000 VÝSTRELOV
Typ konektora chladiaceho vedenia: Rýchlospojka DME NS350 SERIES, vynikajúci dizajn chladiaceho systému, dizajn chladenia bude čo najviac chladiť čo najlepšie.
Plastová pohyblivá škrupina klimatizáciePrietok
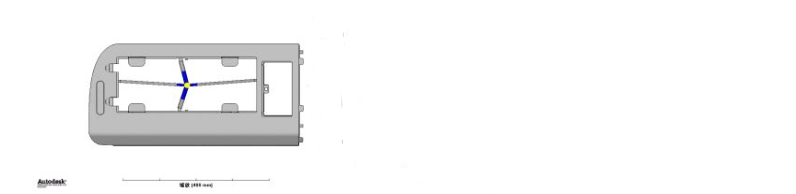
Pre veľké formy, ako sú formy na automobilové diely, môžeme urobiť analýzy toku formy skôr, ako začneme pracovať.
Po analýze toku formy sa rozhodneme pre vstrekovacie brány a konštrukcie.
Formy sa preto dajú úspešne a hladko dokončiť.
Aké sú výhody Aoxu
Dizajnový tím a výroba
Neponúkame len služby vstrekovania, ale komplexný dizajnový tím a výrobné služby. Môžeme vám pomôcť postaviť prototypový diel, vylepšiť váš dizajn, vybrať správnu plastovú živicu pre vaše potreby a vyrobiť vaše formy a vaše produkty – všetko v rovnakom zariadení!
To vám šetrí čas a peniaze, pretože pri zostavovaní vašich komponentov nie je potrebné spolupracovať s inými tretími stranami. Celý proces môžeme zvládnuť interne v našom zariadení, čím zaistíme, že plastové vstrekované diely, ktoré potrebujete, dostanete rýchlo a za nízku cenu.
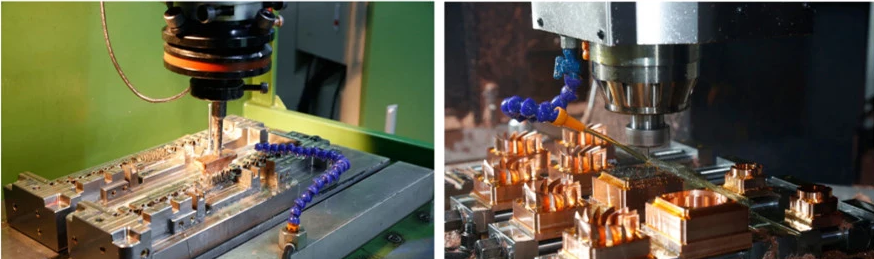
Profesionálne pokročilé stroje
Veľa sme investovali do najnovších moderných vstrekovacích lisov. Naše vstrekovacie stroje poskytujú konzistentnejšie výsledky a vyššiu efektivitu – pri nižších nákladoch
Tieto úspory prenášame na našich zákazníkov a umožňujeme im vstrekovať plasty
Technológia HoMe Mold – Vaša priama výroba
Na rozdiel od niektorých iných spoločností tam nie sme sprostredkovateľ. Vaše diely nezverejňujeme s inými výrobcami tretích strán a uberáme si zo zisku pre seba
Namiesto toho riešime každý krok výrobného procesu interne. Môžeme tak zabezpečiť, že kvalita vášho produktu je absolútne dokonalá – a minimalizovať riziko chybných alebo nesprávne vylisovaných dielov. To vám zase ušetrí čas aj peniaze.
Bežná otázka týkajúca sa formy na rám klimatizácie
Otázka: Príčiny a riešenia pre otrepy produktu (záblesky), ktoré sa vytvorili pri prvom spustení vstrekovacieho stroja, ako aj neúplné plnenie po chvíli výroby:
Odpoveď: Pri prvom spustení stroja tavenie vo valci vstrekovacieho stroja prúdi hladko s nižšou lepivosťou vďaka dlhšej dobe zahrievania, takže produkt má tendenciu vznikať. Po chvíli výroby, pretože tavenie nepretržite odoberá teplo, produkt nebude úplne vstreknutý kvôli veľkej lepivosti a zlej likvidite. Tento problém je možné vyriešiť postupným zvyšovaním teploty hlavne po určitom čase výroby.
Otázka: Vo výrobnom procese nie je možné úplne vstreknúť produkt, dokonca aj zvýšenie vstrekovacieho tlaku a rýchlosti niekedy nebude fungovať. Prečo a ako to vyriešiť:
Odpoveď: Vo výrobnom procese tavenie nepretržite odoberá teplo, takže produkt nebude úplne vstrekovaný kvôli veľkej lepivosti a zlej likvidite. Tento problém je možné vyriešiť zvýšením teploty valca vstrekovacieho stroja.
Otázka: Príčiny a riešenia pre oválny produkt:
Odpoveď: Produkt sa stáva oválnym, pretože tavenina nie je rovnomerne privádzaná, čo spôsobuje nerovnomerný tlak na obvod produktu, čím sa stáva oválnym. 3-bodový prístup vstrekovania je možné prispôsobiť tak, aby umožňoval rovnomerné kŕmenie.
Kontaktujte ma
Hot Tags: Plastová pohyblivá forma na klimatizáciu, Čína, Prispôsobená, Kvalita, Móda, Nový Štýl, Predaj za tepla, Populárne, Lacné, Kúpiť, Najnovšie, Veľkoobchod, Najnovšie, Nízka cena, Továreň, Vyrobené v Číne, Cena, Výrobcovia, Dodávatelia, OEM , ODM, včasné doručenie, bezplatná vzorka
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.








X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov